Welcome to Pinghu Zhanpeng Hot Melt Adhesive Web & Film Co., Ltd. Enterprise Official Website.
Leverantör av smältlimningslösningar
+86-573-85032008


Vi säger att de faktorer som påverkar bindningseffekten av gjutning av varm smältbar film omfattar huvudsakligen två stora länkar, såsom urval och drift. De vanligaste bindningsproblemen är avsmutsning, svag bindning och bubblor efter limning. Avsmutsning och svag bindning kommer sannolikt att vara ett problem i urvalsaspekten. Bubblor efter limning orsakas främst av problem i driften.

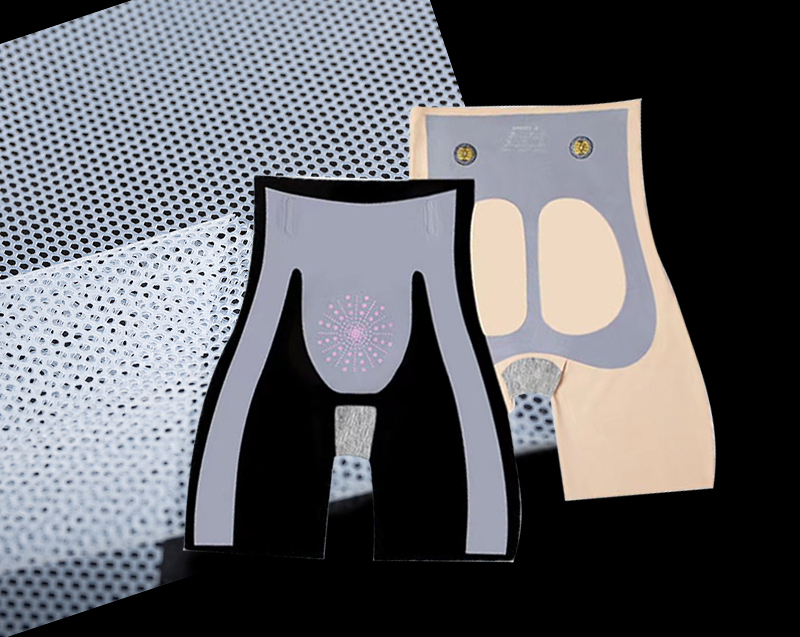
Oavsett om du använder smältlimsfilm eller använder smältlimslim, är den främsta orsaken till blåsor att luften inte kan släppas ut. Denna situation är vanlig vid applicering av produktmaterial som inte andas, såsom filmer. På grund av de icke-luftgenomträngliga produktmaterialen som filmer, är det omöjligt att släppa ut eftersläpningen av luft från ytan under limning som ovävda material.
Därför, i lamineringsprocessen, om hela ytan pressas direkt, kommer luften i mitten sannolikt att orsaka en eftersläpning, vilket är mycket lätt att orsaka blåsor efter laminering. Med tanke på denna typ av skumbildning orsakad av luftackumulering är lösningen att använda en sammansatt maskin av valstyp eller strykjärn för att långsamt värma och pressa materialet från ena sidan. På så sätt kan luften i mitten kontinuerligt släppas ut genom omgivningen och det blir ingen luftansamling och bubbling efter limning.
Orsaken till blåsbildning efter bindning orsakas inte bara av eftersläpning av luft som inte kan släppas ut, utan också blåsbildning som kan orsakas av sekundär uppvärmning. Denna situation är vanlig i material och industrier som kräver en sekundär kompositprocess. Materialet skummar vanligtvis inte under bindningen, men eftersom den andra uppvärmningen kommer att använda smältfilmen för att smälta igen, om ett visst tryck inte ges, kommer det att göra att produkten skummar.


Alla rättigheter reserverade:Pinghu Zhanpeng Hot Melt Adhesive Web & Film Co., Ltd.

浙ICP备19016808号-1
 浙公网安备 33048202000557号
浙公网安备 33048202000557号