Welcome to Pinghu Zhanpeng Hot Melt Adhesive Web & Film Co., Ltd. Enterprise Official Website.
Leverantör av smältlimningslösningar
+86-573-85032008


HDPE-film – förkortning för högdensitetspolyetenfilm – är en tunn, flexibel plastfolie tillverkad av högdensitetspolyetenharts, en termoplastisk polymer med en densitet som vanligtvis sträcker sig från 0,941 till 0,965 g/cm³. Denna förhöjda densitet, som uppnås genom en mycket linjär polymerkedjestruktur med minimal förgrening, är vad som i grunden skiljer HDPE-plastfilm från dess motsvarigheter med lägre densitet såsom LDPE (lågdensitetspolyeten) och LLDPE (linjär lågdensitetspolyeten).
De tätt packade molekylkedjorna i HDPE ger den resulterande filmen en betydligt högre grad av kristallinitet - vanligtvis 60%–80% - jämfört med 40%–55% i LDPE. Denna strukturella skillnad översätts direkt till en hårdare, styvare, mer kemiskt resistent och mindre permeabel film. Men HDPE-film är i allmänhet mindre transparent och mindre flexibel än LDPE-film, varför valet mellan polyetenfilmskvaliteter alltid är en avvägning baserat på de specifika kraven för applikationen.
En vanlig illustration av dessa skillnader i verkligheten: de tunna, skrynkliga, ogenomskinliga shoppingpåsarna som används i stormarknader är vanligtvis HDPE-film , medan stretchfolie som används i pallomslag är LLDPE, och mjuka brödpåsar är vanligtvis LDPE. Var och en utnyttjar de mekaniska och optiska egenskaperna som är unika för dess molekylära arkitektur.
Att förstå egenskapsprofilen för högdensitetspolyetenfilm är avgörande för ingenjörer, förpackningsdesigners och inköpsproffs som väljer material för krävande tillämpningar. Följande tabell sammanfattar de viktigaste prestandaegenskaperna:
| Egendom | Typiskt värde/intervall |
| Densitet | 0,941–0,965 g/cm³ |
| Draghållfasthet (MD) | 20–35 MPa |
| Förlängning vid brytning | 100–600 % |
| Transmissionshastighet för vattenånga (WVTR) | 0,3–1,0 g·mil/100 tum²·dag |
| Syrepermeabilitet | Låg (bättre än LDPE) |
| Drifttemperaturområde | -50°C till 120°C |
| Kemisk beständighet | Utmärkt (syror, alkalier, lösningsmedel) |
| UV-beständighet (obehandlad) | Dålig — kräver stabilisatortillsatser |
| Återvinningsbarhet | Ja — hartsidentifikationskod #2 |
| Dis / klarhet | Hög dis — vanligtvis ogenomskinlig till genomskinlig |
En av HDPE-filmens mest uppskattade egenskaper är dess exceptionellt låga överföringshastighet för fuktångor, som överträffar LDPE-film av motsvarande tjocklek med en meningsfull marginal. Denna fuktbarriärprestanda är avgörande i livsmedelsförpackningar, konstruktionsångspärrar och kompostfilmer för jordbruk. Dess motståndskraft mot ett brett spektrum av kemikalier - inklusive koncentrerade syror, baser, alkoholer och många organiska lösningsmedel - gör det också till ett standardval för industriella inneslutnings- och foderapplikationer.
Den enda betydande begränsningen för omodifierad HDPE-film är dess känslighet för ultraviolett nedbrytning. Utan UV-stabilisatortillsatser orsakar långvarig exponering utomhus kedjeklyvning i polymerryggraden, vilket leder till sprödhet, kritning och förlust av dragegenskaper inom månader. Alla HDPE-filmer av utomhuskvalitet – inklusive geomembran, jordbruksfilmer och byggarbetsplatser – måste innehålla kolsvart (vanligtvis 2 %–2,5 viktprocent) eller UV-absorberande förpackningar med hindrad aminljusstabilisator (HALS) för att uppnå acceptabel livslängd.
HDPE-plastfilm tillverkas huvudsakligen genom två extruderingsbaserade processer: blåsfilmsextrudering och gjutfilmsextrudering. Varje metod ger filmer med distinkta egenskaper, och valet av process beror mycket på slutanvändningskraven.
I den blåsta filmprocessen smälts HDPE-hartspellets i en skruvextruder och tvingas genom ett ringformigt munstycke för att bilda ett kontinuerligt rör av smält plast. Tryckluft injiceras sedan i mitten av röret och blåser upp det till en bubbla - vanligtvis 2 till 4 gånger formens diameter. Bubblan kyls samtidigt av en luftring och dras uppåt av nyprullar i toppen av tornet, som kollapsar den till en platt, dubbelskiktsfilm som lindas på rullar.
Extrudering av blåsfilm av HDPE kräver noggrann processkontroll eftersom HDPE:s smala bearbetningsfönster och höga smälthållfasthet kräver exakt temperaturprofilering, hantering av uppblåsningsförhållandet och höjdstabilitet i frostlinjen. Den biaxiala orienteringen som ges under bubbeluppblåsning förbättrar balanserade mekaniska egenskaper i både maskinriktningen (MD) och tvärriktningen (TD), vilket gör blåst HDPE-film starkare och mer punkteringsbeständig än gjuten film med motsvarande tjocklek. Den stora majoriteten av kommersiella HDPE-filmer - shoppingkassar, handelspåsar, rullpåsar och industriella liners - produceras via blåst filmextrudering.
Vid gjutfilmsextrudering extruderas smält HDPE genom en platt slitsform på en snabbt roterande, kyld kromrulle, där den härdas nästan omedelbart. Den snabba kylningshastigheten undertrycker kristallinitetsutvecklingen, vilket ger en film med högre klarhet, en glansigare yta och snävare tjocklekstoleranser jämfört med blåst film. Gjuten HDPE-film möjliggör också högre produktionshastigheter och enklare samextrudering med andra polymerer för att bilda flerskiktsbarriärfilmer.
Avvägningen är att gjuten HDPE-film övervägande är orienterad i maskinriktningen, vilket gör den svagare i tvärriktningen och mer benägen att rivas längs MD. För applikationer där optisk klarhet eller dimensionell precision är avgörande – såsom medicinska förpackningar eller lamineringssubstrat – föredras ofta gjuten HDPE-film trots sin högre kostnad per kilogram produktion.
Alla HDPE-filmer är inte lika – val av harts och tillsatsformulering påverkar dramatiskt den slutliga filmens prestanda. Nyckelvariabler inkluderar smältflödesindex (MFI), molekylviktsfördelning och det specifika tillsatspaketet som ingår under blandningen.
Högdensitetspolyetenfilms kombination av fuktbarriärprestanda, kemisk beständighet, mekanisk seghet och låg kostnad har gjort den till en av de plastfilmer med högsta volym som produceras globalt. Dess applikationer spänner över praktiskt taget alla större industrier.
HDPE-förpackningsfilm är det dominerande materialet i segmentet för detaljhandelsväskor och varuväskor globalt. T-shirtväskor, platta väskor, rullväskor och tidningsfodral är nästan universellt tillverkade av blåst HDPE-film i tjocklekar från 8 till 25 mikron. Vid dessa mätare ger HDPE-film tillräcklig styrka och rivhållfasthet vid en lägre ytvikt än konkurrerande material – vilket innebär fler påsar per kilogram harts, vilket direkt drar ner kostnaden per enhet. HDPE används också som ett komponentskikt i samextruderade flerskiktsförpackningsstrukturer, där det fungerar som en fuktbarriär eller värmeförseglingsskikt tillsammans med EVOH-syrebarriärfilmer.
Jordbruks-HDPE-filmapplikationer inkluderar kompostfilm, ensilagepåsar, växthusöverdrag och höbalsomslag. Svart HDPE-kompostfilm (vanligtvis 25–50 mikron tjock) läggs över odlingsbäddar för att undertrycka ogrästillväxt, behålla markfuktigheten, höja marktemperaturen och minska gödselurlakning. UV-stabiliserade formuleringar med målinriktade livslängder på 1–3 växtsäsonger är standard. För ensilagelagring kombinerar tjock-gauge svart-vit co-extruderad HDPE-film (200–250 mikron) UV-beständighet från det svarta yttre lagret med värmereflektion från det vita inre lagret, vilket bevarar jäsningskvaliteten i ensilagehögen.
I konstruktion fungerar HDPE-plastfilm som fuktsäkra membran (DPM), ångkontrollskikt, betonghärdande ark och tillfälliga skyddsbeläggningar. Sub-slab DPM-applikationer använder vanligtvis 300 mikron (1200 gauge) HDPE-film i enlighet med standarder som BS 8102 eller ASTM E1745. Filmens ogenomtränglighet för markfukt förhindrar uppstigande fukt från att tränga in i golv och väggar, vilket skyddar strukturella element och inredningsdetaljer. Punkteringsmotstånd är en kritisk specifikation i denna applikation, eftersom filmen måste överleva fottrafik och armeringsjärnskontakt under betongplacering utan att utveckla nålhålsfel.
Tjock-gauge HDPE geomembranfilm (0,5 mm till 3,0 mm) är det val av fodermaterial för deponiceller, lakkuddar för gruvupplag, avloppsvattenreningsdammar och sekundära inneslutningsbarmar. Dess motståndskraft mot ett brett utbud av lakvattenkemikalier, dess svetsbarhet och dess låga permeabilitet gör den tekniskt och ekonomiskt överlägsen kompakterade lerfoder i de flesta applikationer. Industriell HDPE-film används också för att bunta och skydda metallspolar, maskinkomponenter och konstruktionsmaterial under transport och utomhusförvaring.
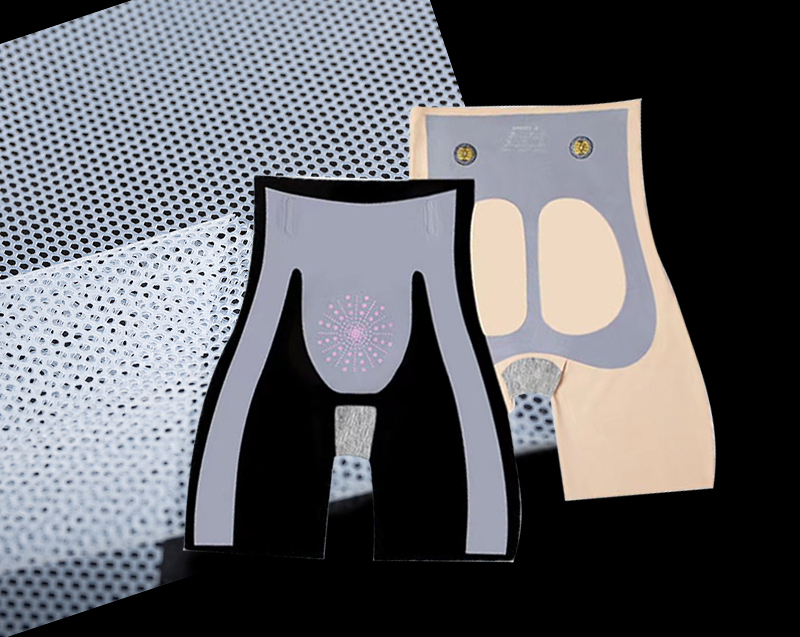
HDPE-film används som underlagsmaterial i engångsblöjor, inkontinensprodukter för vuxna och hygienartiklar för kvinnor, där dess fuktspärrande egenskaper förhindrar att vätska tränger igenom till den yttre plaggets yta. HDPE-film av medicinsk kvalitet används också för sterila förpackningspåsar, autoklavpåsar och sjukhusavfall. I dessa applikationer är livsmedelskontakt och biokompatibilitetsöverensstämmelse med FDA och ISO 10993-standarder obligatoriskt, vilket kräver noggrant kontrollerade tillsatsförpackningar och hartsrenhetsnivåer.
Att välja mellan HDPE-, LDPE- och LLDPE-filmkvaliteter kräver en tydlig förståelse för de avvägningar som varje material medför. Tabellen nedan ger en jämförelse sida vid sida av de viktigaste beslutsrelevanta egenskaperna:
| Egendom | HDPE-film | LDPE-film | LLDPE-film |
| Stelhet | Hög | Låg | Medium |
| Draghållfasthet | Hög | Medium | Medium–Hög |
| Punkteringsmotstånd | Bra | Måttlig | Utmärkt |
| Fuktbarriär | Utmärkt | Bra | Bra |
| Optisk klarhet | Dålig (dimmig) | Bra | Måttlig |
| Flexibilitet / Mjukhet | Låg | Hög | Hög |
| Kemisk beständighet | Utmärkt | Bra | Bra |
| Kostnad (relativ) | Låg | Medium | Medium |
| Typiska applikationer | Väskor, barriärer, liners, kompostmaterial | Brödpåsar, krympfilm, pressa flaskor | Stretchomslag, kraftiga väskor, påsar |
När de primära kraven är styvhet, fuktbarriärprestanda, kemikaliebeständighet och kostnadseffektivitet – och optisk klarhet inte är avgörande – är HDPE-film det optimala valet. När flexibilitet, mjukhet eller transparens är viktigare än styvhet eller barriär, är LDPE- eller LLDPE-kvaliteter vanligtvis överlägsna. Många moderna förpackningsstrukturer löser denna kompromiss genom att samextrudera HDPE med LDPE- eller LLDPE-skikt för att blanda de fördelaktiga egenskaperna hos varje material till en enda optimerad filmstruktur.
HDPE-filmens naturligt opolära yta utgör en utmaning för tryckning och limlaminering. Ytenergin för obehandlad HDPE-film är cirka 30–32 mN/m, vilket är för lågt för adekvat bläck eller limvätning – de flesta bläck och beläggningar kräver en minsta substratytenergi på 38–42 mN/m för tillförlitlig vidhäftning. Ytbehandling är därför ett viktigt steg i alla tryck- och lamineringskonverteringslinjer.
Corona-urladdningsbehandling är den industristandardiserade ytaktiveringsmetoden för HDPE-film. Att passera filmen mellan en högspänningselektrod och en jordad rulle genererar en plasmaurladdning som oxiderar filmytan och introducerar polära funktionella grupper (hydroxyl, karbonyl, karboxyl) som höjer ytenergin till 42–50 mN/m. Coronabehandling måste utföras omedelbart före tryckning eller laminering, eftersom den aktiverade ytenergin avtar med tiden - vanligtvis återgår till baslinjen inom dagar till veckor beroende på lagringsförhållanden och additiv migration till ytan.
Majoriteten av den tryckta HDPE-filmen – shoppingkassar, brödpåsar, jordbruksfilmer med varumärke – produceras med flexografiskt tryck med vattenbaserat eller UV-härdbart bläck. Gravyrtryck används för högkvalitativa applikationer med stora volymer där återgivning av fina detaljer och konsekvent färgdensitet krävs över miljontals linjära meter. Lösningsmedelsbaserade bläck, även om de minskar på grund av VOC-regler, erbjuder fortfarande överlägsen vidhäftning på svåra substrat och används i industriell filmtryckning där regulatoriska krav tillåter.
HDPE-film bär hartsidentifikationskod #2, vilket identifierar den som en av de mest återvunna plastfilmerna i världen. Till skillnad från flerskiktskompositfilmer som är svåra eller omöjliga att återvinna, kan HDPE-film av ett material samlas in, sorteras och bearbetas till återvunna HDPE (rHDPE) pellets för användning i applikationer som inte kommer i kontakt med livsmedel, inklusive avfallssäckar, jordbruksfilmer, konstruktionsmembran och rörextrudering.
Många stora återförsäljare och stormarknader driver återtagningsprogram i butik specifikt för HDPE-filmpåsar och -förpackningar, och matar dedikerade filmåtervinningsströmmar separat från återvinning av hårda HDPE-flaskor. Utmaningen vid återvinning av HDPE-film är kontaminering – matrester, etiketter och laminat av blandade material minskar rHDPE-kvaliteten och marknadsvärdet. Framsteg inom nära-infraröd (NIR) sorteringsteknologi har avsevärt förbättrat filmströmmens renhet vid materialåtervinningsanläggningar (MRF) under de senaste åren, vilket stödjer högre inkluderingshastigheter för återvunnet (PCR) innehåll i ny HDPE-filmproduktion.
Ur ett livscykelperspektiv är HDPE-filmens låga ytvikt per förpackningsenhet en genuin hållbarhetsfördel. En typisk HDPE T-shirtväska som väger 6–8 gram ger jämförbar bärkapacitet med alternativ som är två till fyra gånger tyngre, vilket innebär att den totala polymermassan – och det associerade koldioxidavtrycket – per användning är betydligt lägre. I kombination med högt återvunnet innehåll och infrastruktur för uttjänt insamling, kan HDPE-film vara ett genuint cirkulärt förpackningsmaterial.


Alla rättigheter reserverade:Pinghu Zhanpeng Hot Melt Adhesive Web & Film Co., Ltd.

浙ICP备19016808号-1
 浙公网安备 33048202000557号
浙公网安备 33048202000557号